

Challenge
Ammonia absorption and recovery projects are not a unique challenge for the Koch Modular process team. They have a high level of experience in this area and with an abundance of existing data, no pilot trials were necessary to design a solution and then guarantee the ammonia absorption system performance. However, there were challenges. The ammonia vapor feed stream was composed of multiple ammonia-containing streams with a variety of compositions. The Koch Modular team worked with the client to agree upon a feed basis for the design of the system. As often occurs, the ammonia recovery project was part of an overall major expansion, and the client requested that the modules be designed to fit indoors both functionally and spatially into the new facility. This request, and the overall scale and building configuration presented some unique design challenges.
SOLUTION
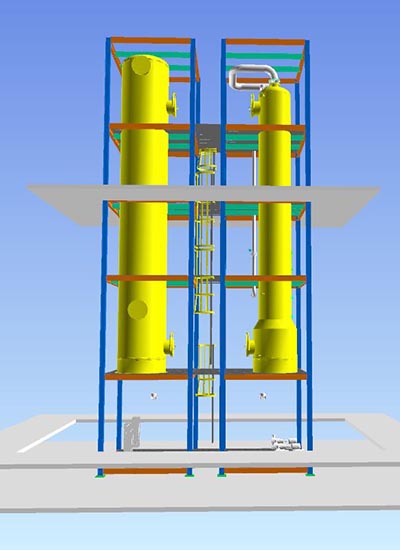
Koch Modular has designed and delivered many ammonia vapor exhaust recovery systems. This system was designed using two modules: the first module contained an ammonia absorber column which absorbs ammonia from an ammonia vent vapor stream using water. The aqueous ammonia leaving the bottom of the absorber column is fed to a stripper column contained in the second module. The stripper concentrates the aqueous ammonia to the product specification and also regenerates water with ppm levels of ammonia to be recycled back to the absorber to capture more ammonia.
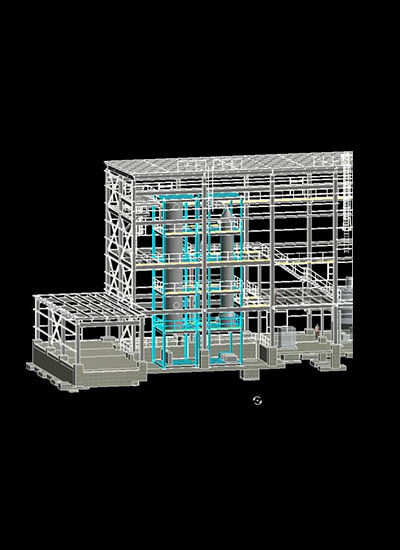
For every project there are unique design challenges. Fitting the relatively large diameter columns into modules was a challenge, particularly given that the overall module height was constrained by the building height. Often, modularly constructed systems are installed outside, so the Koch Modular engineering team had to consider these height constraints from the earliest days of design. In another nod to the indoor requirements, the floors of the modularly constructed system were designed to tie seamlessly into the predesigned floor positions of the new building, a client request.
Koch Modular was able to clearly explain the benefits of this recovery system being manufactured off-site, as a modular system. Modular construction meant a more predictable timeline, so that the rest of this large project was able to proceed with less interference, both from a safety, and personnel, as well as a project timeline perspective.
RESULTS
There are three key results that were achieved with the project:
- REDUCED AMMONIA EMISSIONS
The original goal to reduce ammonia emissions to the atmosphere was achieved, reducing the environmental impact of the operating company. - FEED FLEXIBILITY
The modular system has the flexibility to handle a variety of ammonia-containing feed streams, coming from various areas of the plant, and often changing concentration and flow on an hourly and daily basis. The system was able to not only capture the ammonia but produce a consistently concentrated product. With a design specification of 11 – 12% ammonia, the collected ammonia would be able to be recycled for use in other areas of the plant. At last check, ammonia concentrations at 18% were being measured. In reusing the ammonia, a primary reagent for this plant’s several processes, the customer was able to reduce the overall ammonia costs of the plant. - PROJECT PERFORMANCE
The Koch Modular project manager interfaced seamlessly with the on-site contractors as they built the rest of this new facility, as positioning of the modules interior to the structure needed close alignment between all teams. The ammonia recovery system shipped from the Koch Modular shop on exactly the date promised, and Koch Modular’s timelines never slipped