This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.

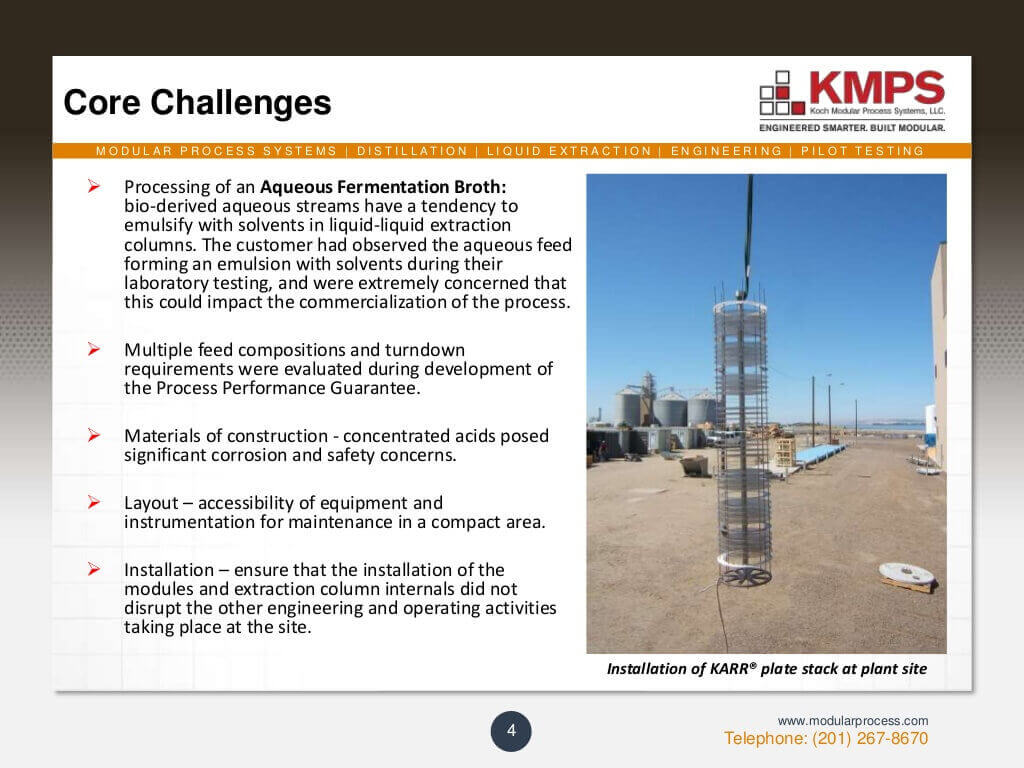
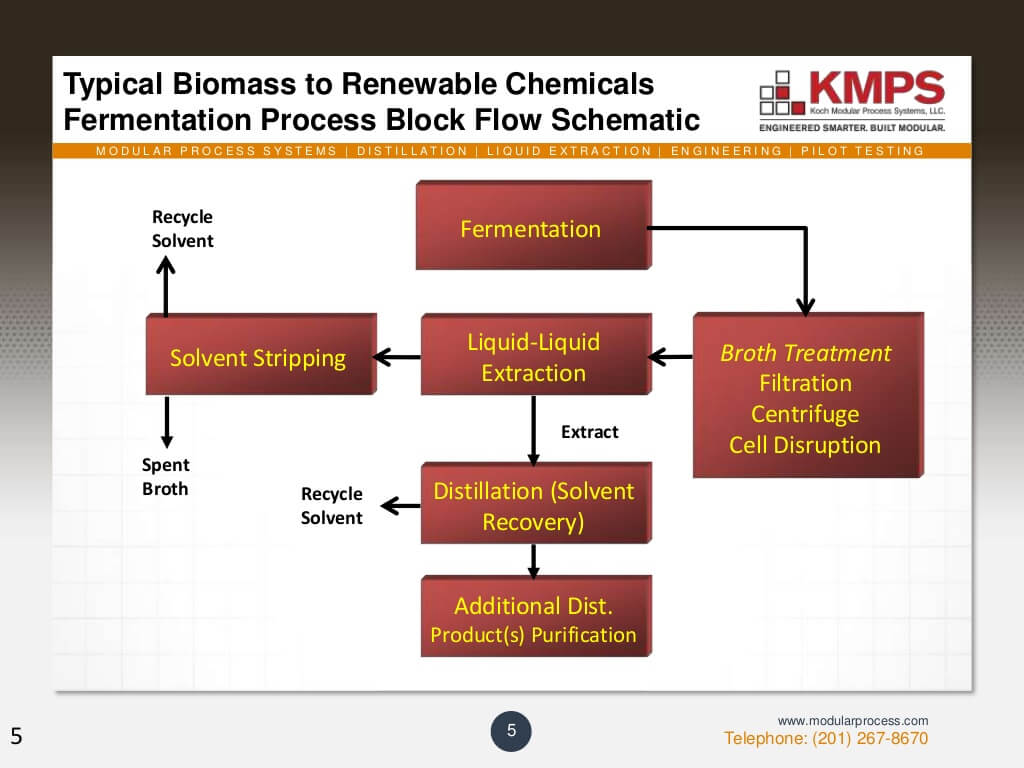
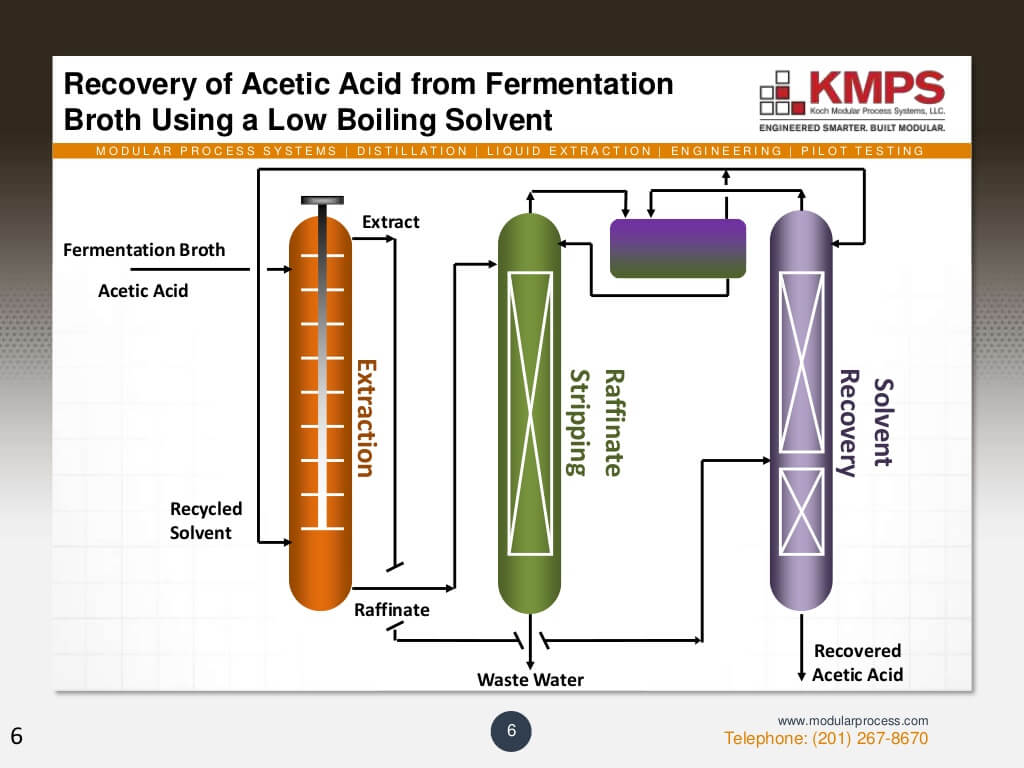
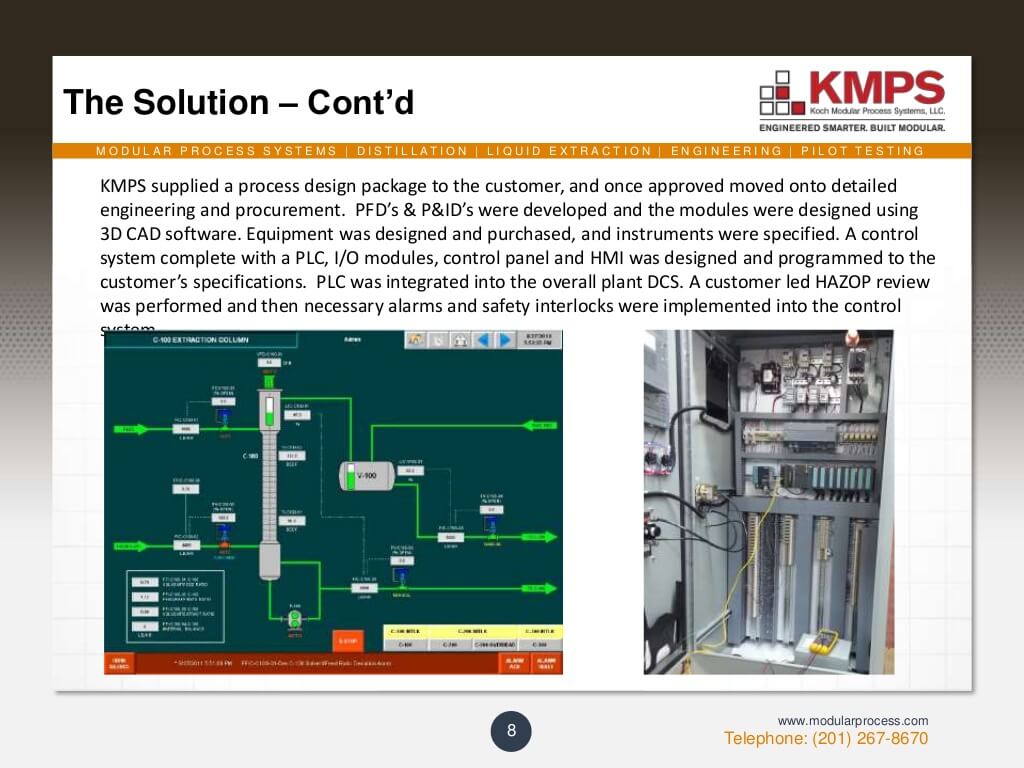
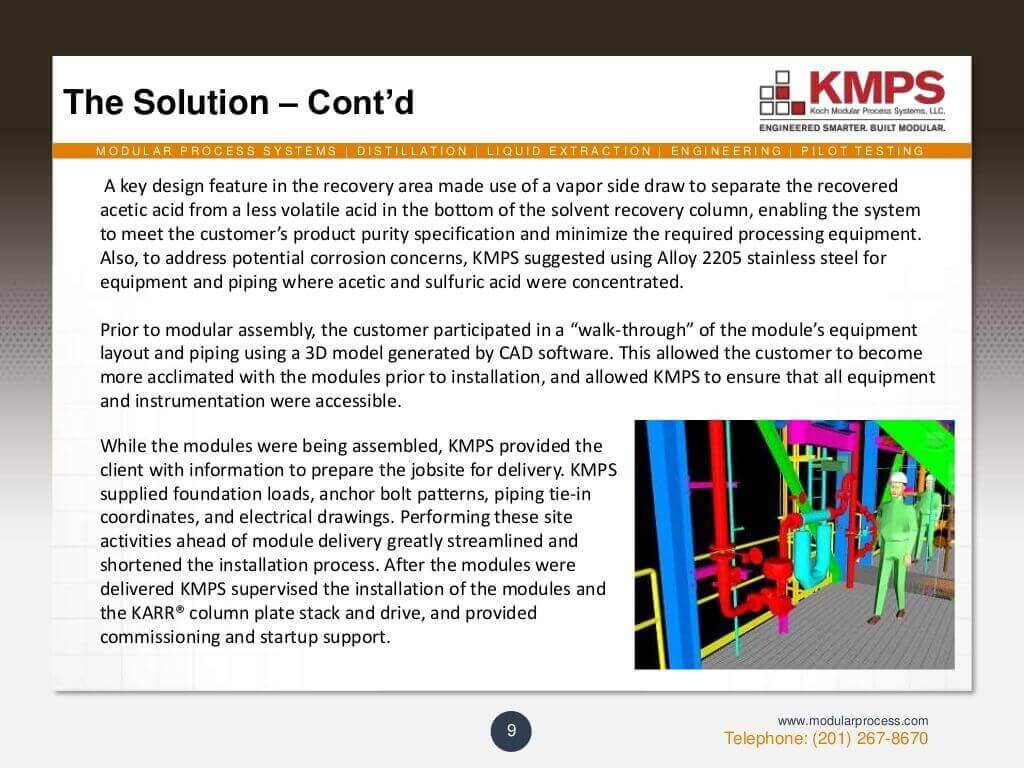
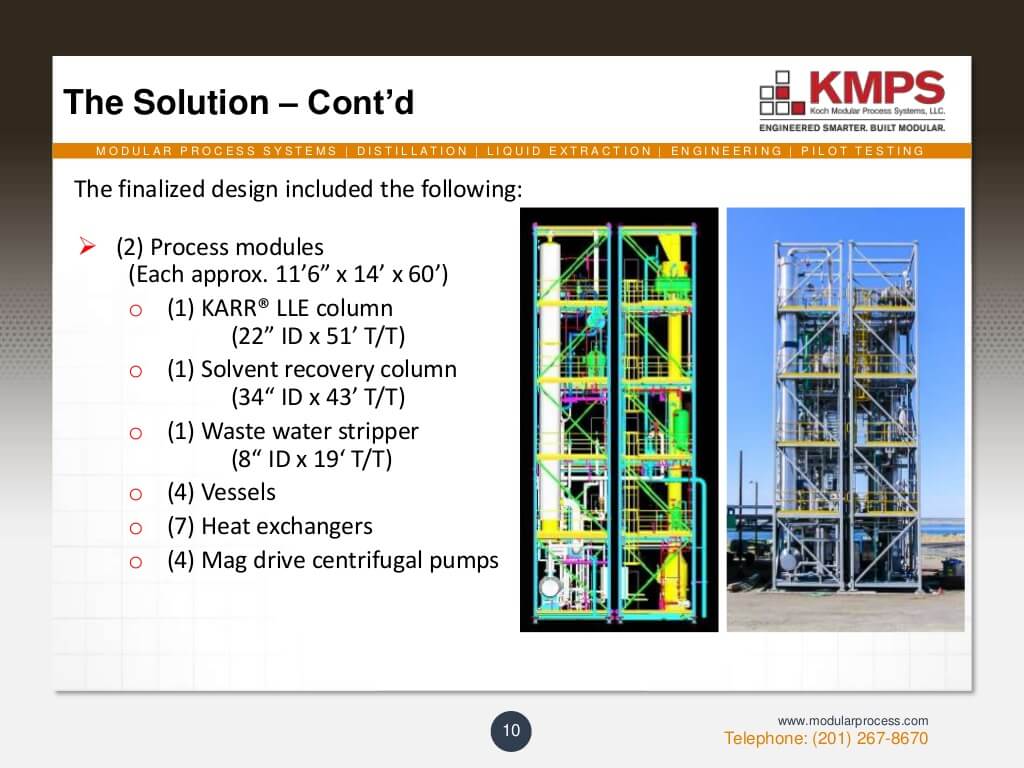
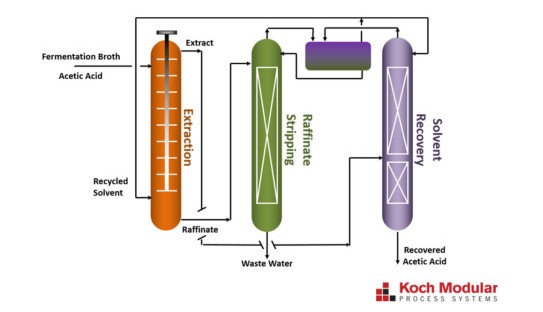
Case Study: Acetic Acid Recovery from Aqueous Fermentation Broth
For more successful case studies by Koch Modular, check out our White Papers and Presentations.


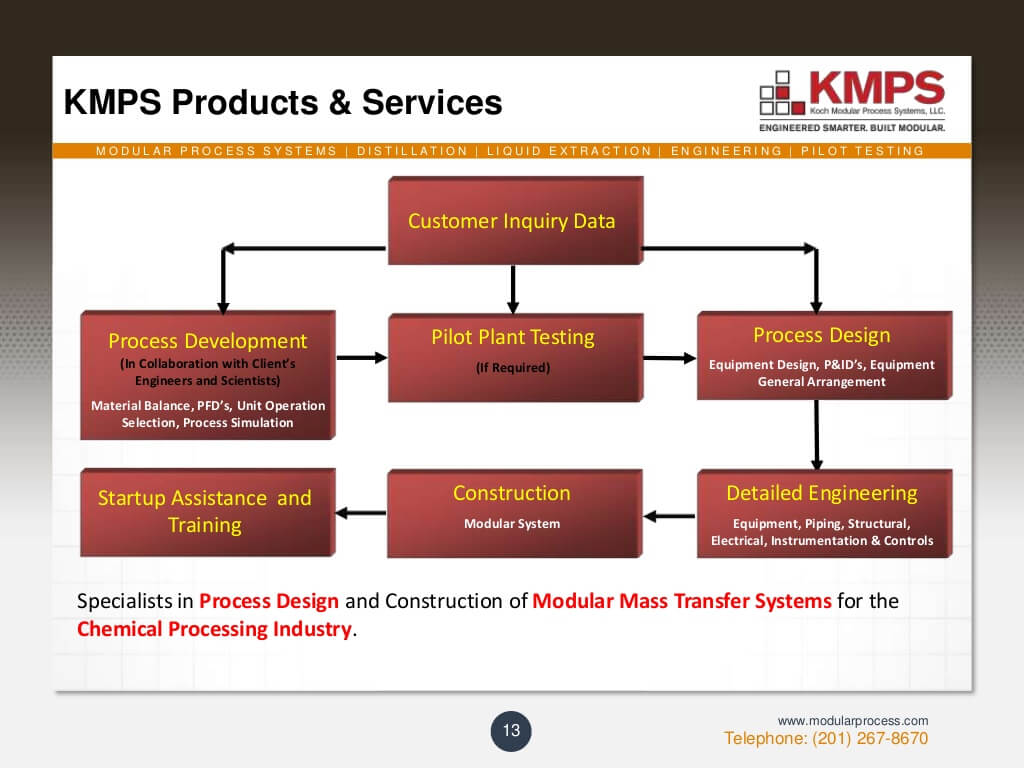
If you are looking for someone to help take your biofuels or biochemicals process from concept to commercialization, we can work with you to:
- Develop the optimal process flow sheet for your particular bio-based fuel or chemical
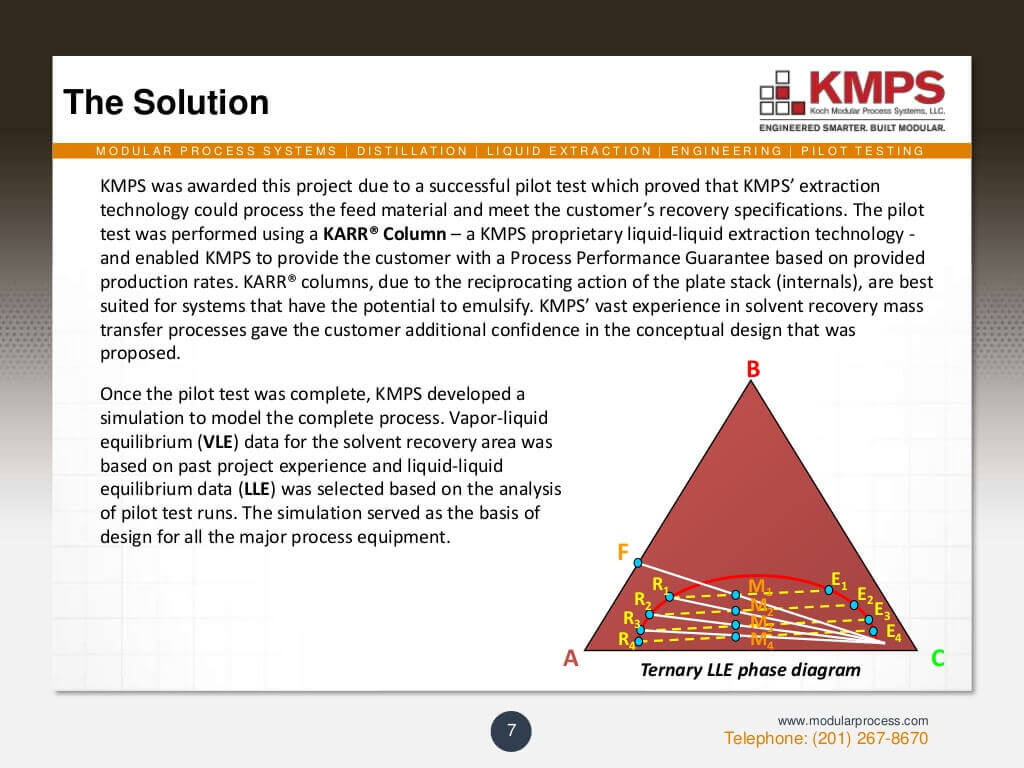
- Generate laboratory and pilot plant data for scale-up
- Generate sales grade samples of the chemicals using pilot scale equipment
- Design, fabricate and implement demonstration and commercial scale plants